動的測定 より高いサンプリングレートのための時間同期
動的測定
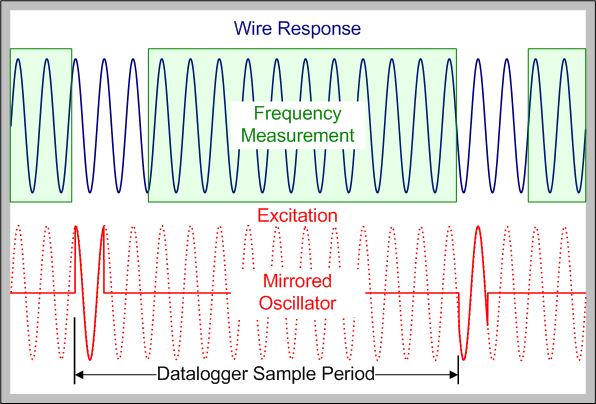
はるかに高いサンプリング レートを実現するために、動的アプローチでは、広帯域励起を排除し、ワイヤー振動の減衰を防止して測定サイクルを圧縮します。図 1 はこのプロセスのタイミングを示しています。
- 正しい周波数と位相で振動にエネルギーを正確に注入すると、振幅が小さい非常に短い励起波形でワイヤの共振を維持できます。
- 励起がワイヤーの動きに位相整合されていない場合、共振は強化されるのではなく、減衰されます。
これらの励起ウィンドウの間で、ワイヤーの動きをサンプリングし、共振周波数を決定できます。新しく計算された周波数を使用して、必要に応じて励起をわずかに調整し、ワイヤーの共振周波数の変化を追跡します。
励起メカニズムは、共振周波数の非常に微妙な変化も正確に追跡できる非常に細かい周波数分解能を備えています。図 1 に示すように、通常、ワイヤーの共振周波数を判定するために利用できるワイヤーの振動サイクルはわずかしかありません。この困難は、この短いデータ サンプルでもワイヤーの周波数を正確に判定できるVSPECT ®アルゴリズムによって克服されます。
動的測定タイミングの重要な側面は、ワイヤーの振動とは無関係な外部タイミング ソースにプロセスを同期させることです。同期は測定品質に本質的な利点があり、複数のチャネルの同時サンプリングも可能にします。図 1 は、データ ロガーのサンプル周期によって、励起が導入されるタイミングと周波数測定が行われるタイミングが決まることを示しています。このサンプル周期はワイヤの動きとは無関係であるため、励起は振動の位相のどの時点でも開始できます。シングル コイル センサーを測定する場合、測定に励起を含めないようにすることが重要です。励起によって測定周波数が歪んで、測定ノイズが増加し、動的応答が減少する可能性があるためです。
同期により、周波数測定が励起ウィンドウと重ならないことが保証されます。時間同期によって可能になるマルチチャネル同時性は、複数のセンサーからの測定を相関させる際のもう 1 つの重要な利点です。時間同期励起制御は、このアプローチと他の自動共振コイル励起方法との主な違いです。